We often supply our resin traps and controls to customers who already have a vacuum pump, or who wish to reduce the overall equipment cost by buying a second hand vacuum pump. As long as a suitable pump is selected and appropriately connected to the resin trap, the end result should be fine.
Suitable type of vacuum pump
While they need regular oil changes and the occasional blow down to remove surface dust, the type of pump most suited to resin infusion applications is the oil sealed, single stage rotary vane vacuum pump. These are usually readily available from vacuum pump manufacturers offering pumps for general industrial applications, with some common brand names and pump models listed in the table below.
Although tempting because of their low cost, pumps to be generally avoided for composites use are the high vacuum rotary vane pumps typically used for servicing refrigerators and air conditioning systems. These refrigeration industry service pumps are designed for short running hours at high vacuum. In composites use, they tend to have a short life and are prone to discharging oil vapour from the pump exhaust when run at poor vacuum, e.g., if the bag leaks or a large bag takes a long time to pump down. Apart from making the work environment unpleasant, the vapour discharge can contaminate the mould surface and the laminate with an oil film.
A selection of suitable industrial duty vacuum pumps is listed below.
| Make | Model/Type suffix |
|---|---|
| Agilent (previously PVR) | EM ../B or EU ../B |
| Becker | U4.-..(09) |
| Busch | R5 .. RC |
| Dekker | RVL ..H |
| Pfeiffer | Hena .. |
| PVR (now Agilent) | EM ../B or EU ../B |
| Rietschle | CLFE .., VCB .., VCE .., VGD .. |
| Sogevac | SV .. |
| Wonchang | WOVP ..L |
Note that the .. after the model initials are most often numbers indicating the nominal pump capacity in m3/h at 50 Hz motor speed (but this is not always the case, so check the maker’s data sheet). The suffix following the pump capacity numbers usually designates the ultimate vacuum capability of the pump. For the above types of pump this might range from 0.5 mbar to 20 mbar.
As an example: Agilent EM20/B vacuum pump.
- EM is the general model designation for a series of similar design pumps of various capacities
- 20 is the nominal capacity in cubic metres of air (m3/h) when run of 50 Hz power
- /B designates the most flexible continuous operating range version with a best vacuum of 20 mbar for most markets (but 10 mbar for some markets). This version is rated to operate continuously with a vacuum level anywhere between 20 mbar and 850 mbar (98% vacuum to 15% vacuum). In contrast the EM20 (without the /B suffix) is only rated to run continuously from 2 mbar to 400 mbar (99.8% vacuum to 60% vacuum). While the /B does not achieve the highest vacuum, it is more tolerate of poor vacuum.
While selecting the best vacuum capability of 2 mbar might seem optimal, the highest vacuum version may not be the best choice for composites use for two reasons:
- Too good a vacuum will increase the risk of vapour pressure problems with resin solvents and water vapour (see https://vacmobiles.com/vapour_pressure.html)
- The pump may discharge oil vapour when running for an extended period of time at poor vacuum, e.g., when pumping down a large bag.
If you have a choice, select the pump model with the most flexible operating range. This is often the type with a rated vacuum in the 10 mbar to 20 mbar region. Where this option is available, we have listed the appropriate suffix in the table.
Appropriate pump capacities
Except for the initial pump down of a large or complex vacuum bag, air volumes to be removed during the course of an infusion are typically small. The resin infusion process is therefore not normally very sensitive to vacuum pump capacity. Where the air volume to be removed initially is large, consideration can be given to using a vacuum cleaner or other large capacity/poor vacuum pump for initial air removal.
Where the initial pump down time is not of major concern, or where initial pump down can be expedited by using a vacuum cleaner, the following pump capacity suggestions can be taken as a guide:
- Laminates < 1 square metre or 10 square feet – pump capacity 4 m3/h to 5 m3/h (2.5 cfm to 3 cfm)
- Laminates < 20 square metres or 215 square feet – pump capacity 8 m3/h to 10 m3/h (4.5 cfm to 6 cfm)
- Laminates > 20 square metres or 215 square feet – pump capacity 20 m3/h to 30 m3/h (11.5 cfm to 18 cfm) per resin trap*, or per 100 square metres (1,100 square feet) of laminate
* The recommended pump capacity suits resin traps with ½” (12.7 mm) to ¾” (19 mm) pump connections. Unless a large volume resin trap with an appropriately enlarged pump connection, applying much more than about 30 m3/h (18 cfm) tends to be wasteful and may create considerable noise through the vacuum regulation valve (if one is fitted).
Connection to the vacuum pump
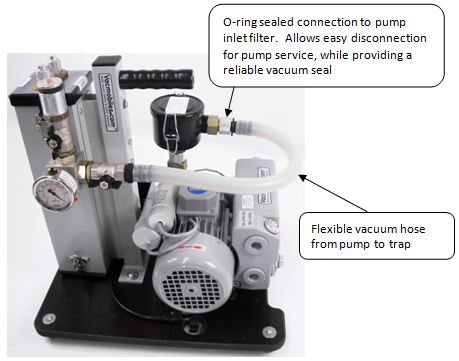
In our experience, the connection from the vacuum pump to the resin trap is often prone to vacuum leakage, usually because the connection between two heavy components is too rigid. Without flexibility, if one component is moved, or if the rigid pipe work is used a handle (as is often tempting), joints in the pump to trap line are likely to develop leaks. Our own preference is to make the line from the pump to the trap flexible, as shown in the following photo.
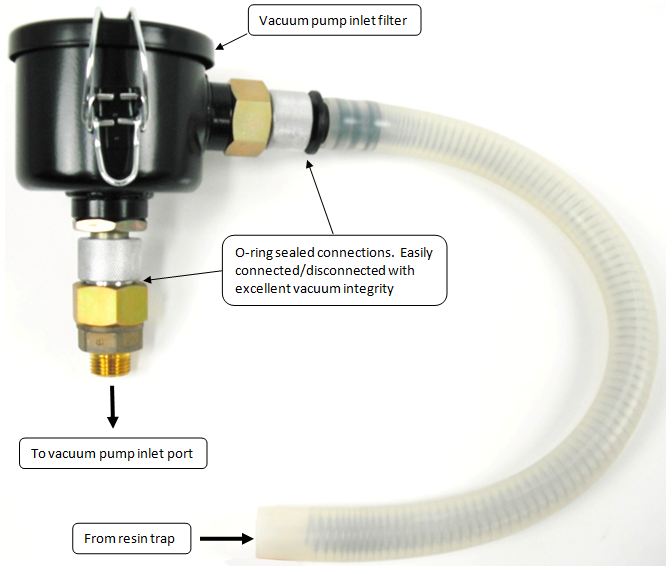
We usually mount the pump inlet filter on an O-ring sealed connection as well, so that any load applied to the filter housing will not break the vacuum seal to the pump. A typical inlet filter assembly looks like this:
Optimal connection from resin trap to vacuum pump
Feedback or queries on this note?
We are keen to improve the accuracy and value of Vacman’s Notes. If you have any feedback or queries regarding this note, or would like to suggest new topics to be covered, Vacman would be pleased to hear from you! Please comment below! Or email [email protected]