More and more laminators using the resin infusion process are including an absolute pressure gauge in their tool kit. Although often called a precision vacuum gauge, an absolute gauge actually works the opposite way to a vacuum gauge.

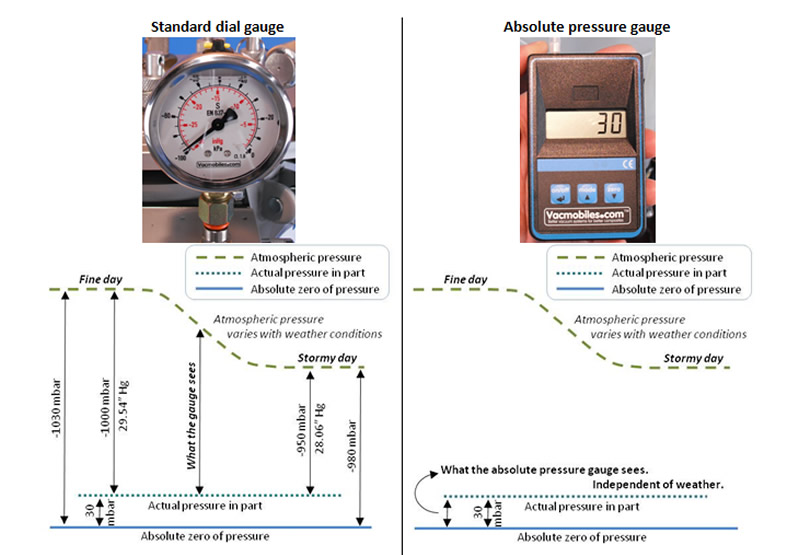
The conventional dial type vacuum gauge and many digital gauges measure the pressure difference below the atmospheric pressure surrounding the gauge. In contrast, an absolute pressure gauge measures the actual pressure above the absolute zero of pressure. Using the absolute zero of pressure as a reference leads to far more accurate readings at the vacuum levels of interest for high quality infusion and pre-preg laminating. This is because the absolute zero of pressure is a fixed point of reference regardless of any environmental factor. In contrast, the atmospheric pressure reference point of the dial type vacuum gauge varies surprising widely with changes in weather conditions and much more widely with changes in altitude.
To illustrate the difference, let’s consider a part which has been evacuated to an absolute pressure of 30 mbar on 2 different days. One day is beautifully fine and the weather office tells us the atmospheric pressure is 1,030 mbar. This being New Zealand (which is in the middle of a lot of ocean), a storm blows in overnight and the following day the weather office tells us that atmospheric pressure has dropped to 980 mbar. Here’s what our two gauges tell us:
If we weren’t aware of the atmospheric pressure change and we relied only on the conventional vacuum gauge, the conclusions we could draw from the vacuum gauge on the stormy day might be:
a. The vacuum pump has deteriorated overnight and can no longer pull good vacuum.
b. We haven’t done as good a job of placing the bag and now have a leak.
c. We have a wet laminate (because we have just read Vacman’s Note “Vapour – the unseen enemy in composites”).
Absolute pressure units
In the example above, we have used the mbar (abbreviated from millibar) as the pressure unit for absolute pressure. This is a good choice for composites industry use as it conveniently divides the 1 bar of pressure available for vacuum lamination into 1,000 units. The area of interest for processes such as resin infusion and pre-preg laminating is in the 1 mbar to 100 mbar range which digital gauges can comfortably resolve to in single digits. Other absolute pressure units are the SI units such as the pascal (abbreviation Pa), the hectopascal (hPa) and kilopascal (kPa). Another common absolute pressure unit is the Torr, which is the pressure required to support a 1 mm column of mercury. The millibar relates to other pressure units as follows:
Although the inHg (inches of mercury) is not normally considered to be an absolute pressure unit, we have included it for conversion purposes, as many vacuum gauges are still calibrated using the inHg scale.
Variation in atmospheric pressure with altitude
We have seen from the above that atmospheric pressure – and therefore the pressure difference available for vacuum laminating – varies depending on weather conditions. Atmospheric pressure also varies considerably with altitude. Average figures are tabled below:
| Altitude (metre|feet) | Atmospheric pressure mbar (average) |
|---|---|
| Sea Level | 1,013 |
| 2,000 | 6,560 | 800 |
| 4,000 | 13,120 | 610 |
| 8,848 | 29,029 (Mt. Everest summit) | 337 |
While vacuum pumps will still work at higher elevations, the pressure available for laminate compaction will decrease in accordance with the decrease in atmospheric pressure. In the case of the resin infusion process, the force available to drive the resin into an evacuated laminate will also decrease in proportion to the atmospheric pressure available. With reference to Vacman’s Note – “Darcy’s Law and its relevance to infusion” the flow rate of resin will also decrease in proportion to the decrease in atmospheric pressure. To compensate for the reduced driving pressure on the resin at high altitudes it may be necessary to space resin feed lines closer together than would be the case at sea level.
Diagnosis using an absolute pressure gauge
An absolute pressure gauge can be used for a number of diagnostic purposes when making composites using a vacuum process.
- Use it for checking the vacuum pump. Is it delivering its rated absolute pressure, is it worn, or is the pump oil contaminated with water? (See Vacman’s Note – “Oil changing and dust removal”)
- Use it as a faster method for checking for vacuum leaks, either into the resin trap, or into the vacuum bag. While a conventional vacuum gauge can also be used for leak testing, a digital absolute gauge will be faster and more precise.
- Use it for checking the pressure variation within a dry laminate before infusion. While you may think you have excellent flow medium in place, in reality the absolute pressure measured in the laminate at the point furthest from the vacuum pump may be considerably higher than the absolute pressure measured at the vacuum pump. Having this information may allow you to rearrange the vacuum lines under the bag to improve evacuation of the laminate.
- Use it for detecting wet laminates or other vapour problems. See Vacman’s Note “Vapour – the unseen enemy in composites”.
- While we recommend you don’t tell your boss, you can also use an absolute pressure gauge to tell you when to stop making composites for the day and go fishing, as it makes an excellent weather barometer!
Cautions when using an absolute pressure gauge
- The sensor of an absolute pressure gauge is designed for use with gases only, not with liquids and especially resins! Use only with dry laminates and do not use on a laminate that is being infused.
- Absolute pressure gauges are somewhat temperature sensitive and their accuracy may vary by 1 or 2 mbar because of ambient temperature variations, reading a lower pressure when cold and a higher pressure when hot. For most accurate results calibrate at the temperature of use on a known quality high vacuum pump.
Calibrating an absolute pressure gauge
Absolute pressure gauges are generally very reliable, but they can become contaminated with water vapour and their readings can vary with ambient temperature variation. If looking for maximum accuracy it can be worth investing in a small high vacuum pump and to calibrate the gauge before use at the temperature it is to be used at. A suitable vacuum pump will be a high vacuum pump as used for refrigeration and air conditioning service, or, if available, a laboratory high vacuum pump.
Making connections with an absolute pressure gauge
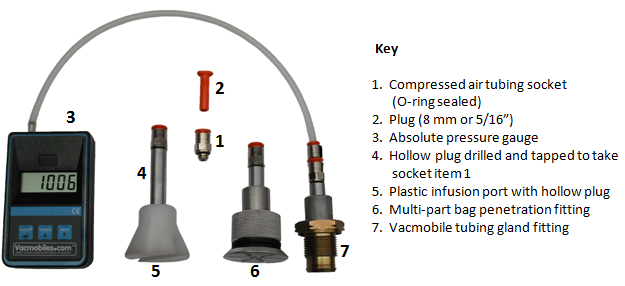
Our preferred method is to use 8 mm or 5/16” O-ring sealed compressed air sockets, with a male stem on the gauge tube and female sockets on the vacuum system, or on hollow plugs which can be fitted to infusion ports, multiple part bag penetration fittings, O-ring sealed glands in tooling and so on. Some examples are pictured below.
Feedback or queries on this note?
We are keen to improve the accuracy and value of Vacman’s Notes. If you have any feedback or queries regarding this note, or would like to suggest new topics to be covered, Vacman would be pleased to hear from you! Please comment below! Or email [email protected]