In Vacman’s experience, resin is best fed to a part to be infused from the bottom of the resin feed vessel via a disposable valve, as illustrated below. Depending on the resin volume to be fed to the part, the vessel can be a large metal drum, a plastic bucket or a funnel. The benefits of bottom feeding via a valve, compared with feeding resin via a tube inserted into the resin from above, are:
- There is less risk of the resin feed tube coming loose and admitting air to the part.
- All air can be removed from the resin feed tube prior to feeding resin from the part.
- The valve may be part-closed to reduce the resin flow if the part is infusing too fast, or closed completely while a further batch of resin is added to the resin feed vessel, or if there is a risk of a catchpot overflow (see Vacman’s note “Avoiding resin trap overflows when infusing”).
- Bottom feeding, in combination with a valve, reduces resin wastage to the minimum, as small batches of resin can be added as filling of the part approaches completion.
- As long as the resin gel time permits, the resin feed valve can be closed briefly after adding a new batch of resin to the feed vessel. Temporary closing of the valve will provide an opportunity for entrained air to be released before the fresh resin is admitted to the part.
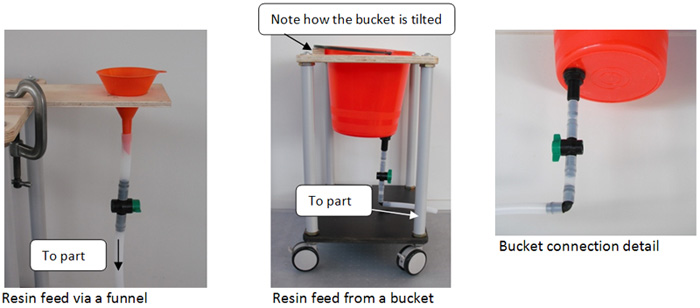
The method for feeding from a funnel will be self explanatory. If feeding from a bucket or other type of feed drum, proceed as follows:
- Purchase a plastic tank penetration (or bulkhead) fitting from a plumbing or irrigation supplier
- Drill the appropriate sized hole to one side of the bottom of the bucket (not in the centre)
- Fit the tank fitting and the resin flow control valve as shown
*For feeding degassed resin please refer to separate note Feeding degassed resin to infused parts
Feedback or queries on this note?
We are keen to improve the accuracy and value of Vacman’s Notes. If you have any feedback or queries regarding this note, or would like to suggest new topics to be covered, Vacman would be pleased to hear from you! Please comment below! Or email [email protected]